數控車床g72二型編程實例_g72指令格式詳解
G72 W(?d) R(e)
G72 P(ns) Q(nf) U(?u) W(?w) F(f) S(s) T(t)
字母含義1.?d —— 切削深度(半徑指定),無符號 ;
2. e —— 退刀量 ;
3. d —— 分割數,即粗切重復次數 ;
4.ns —— 精車加工程序第一個程序段段號 ;
5.nf —— 精車加工程序最后一個程序段段號 ;
6.?u —— X方向精加工余量大小和方向 ;
7.?w —— Z方向精加工余量大小和方向 ;
8.f , s , t —— 粗加工采用的F,S,T的值:
編程實例 如下圖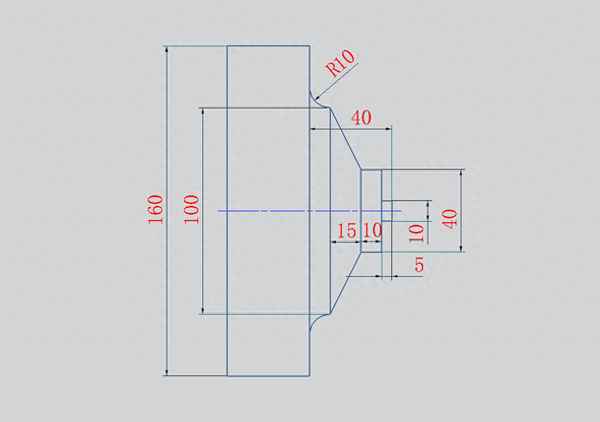
O0001
N10 G50 X150 Z10 ; 工件坐標系設定
N20 G30 U0 W0 ; 返回第二參考點準備換粗車刀
N30 T0101 ; 調用1號刀1號刀補(粗車刀)
N40 M03 S1000 ; 主軸正轉,1000轉/min
N50 G96 S100 ; 設定粗車恒線速度100M/min
N60 G50 S2000 ; 最高轉速限制2000轉/min
N70 G0 X166 Z3 ; 快速定位至循環起點
N80 G72 W2 R1 ;
N90 G72 P100 Q170 U0.4 W0.2 F0.3 ; G72循環粗車輪廓
N100 G0 Z-40 ; 開始定義精車軌跡
N110 G96 S150 ; 設定精車恒線速度150M/min
N120 G1 X120 F0.15 ;
N130 G3 X100 W10 R10 ;
N140 G1 X40 W15 ;
N150 W10 ;
N160 X10 ;
N170 Z3 ; 精車軌跡結束
N170 G30 U0 W0 ; 返回第二參考點準備換精車刀
N180 T0202 ; 調用2號刀2號刀補(精車刀)
N190 G0 X166 Z3 ; 快速定位至循環起點
N200 G70 P100 Q170 ; G70循環精車輪廓
N210 G30 U0 W0 ; 返回第二參考點
N220 M05 ; 主軸停止
N230 M30 ; 程序停止并返回程序頭
視頻加載中...